
Добро пожаловать!
В нашей коллекции - только эксклюзивные контрольные,
курсовые и дипломные
работы для студентов
железнодорожных учебных заведений, выполненные по
индивидуальному заказу.
Наши работы не имеют
аналогов в бесплатных банках рефератов. На сегодняшний день у нас более 1000 Контрольных, курсовых и дипломных работ. По каждой из работ Вы можете получить
полную информацию: тип
работы (контрольная,
лабораторная, курсовая,
диплом), план, количество
страниц.
Желаем Вам удачи и
успешной сессии!
В нашей коллекции - только эксклюзивные контрольные,
курсовые и дипломные
работы для студентов
железнодорожных учебных заведений, выполненные по
индивидуальному заказу.
Наши работы не имеют
аналогов в бесплатных банках рефератов. На сегодняшний день у нас более 1000 Контрольных, курсовых и дипломных работ. По каждой из работ Вы можете получить
полную информацию: тип
работы (контрольная,
лабораторная, курсовая,
диплом), план, количество
страниц.
Желаем Вам удачи и
успешной сессии!
Техническая диагностика подвижного состава. ИрГУПС
|
Фрагмент курсовой работы
Содержание
Введение
1 Анализ надежности тележки 18-100.
1.1 Назначение тележки
1.2 Условия эксплуатации тележки
1.3 Статистические данные по отказам тележек 18-100
2 Методы диагностирования тележки 18-100
3 Расчет вероятности отказа тележки методом Байеса
4 Выводы и предложения метода диагностирования тележки
Список литературы
|
|
Введение
Технической диагностикой называется наука о распознавании состояния технической системы и основной задачей является распознавание в условиях ограниченной информации.
Техническая диагностика – область знаний, охватывающая теорию, методы и средства определения технического состояния объектов по ГОСТ 20911-89.
Область технической диагностики включает:
- исследование технического состояния объекта диагностирования;
- разработку методов определения видов технического состояния;
- разработку принципов построения видов технического состояния;
- разработку принципов построения и организацию использования системы технического диагностирования.
Техническое диагностирование – процесс установления технического состояния объекта с указанием места, вида и причин возникновения дефектов и повреждений.
Объект диагностирования – изделие и его составные части, техническое состояние которых подлежит определению.
Техническая диагностика изучает методы получения и оценки диагностической информации, диагностические модели и алгоритмы принятия решений. Благодаря раннему обнаружению дефектов и неисправностей позволяет устранить подобные отказы в процессе технического обслуживания, что повышает надежность и эффективность эксплуатации.
|
|
1 Анализ надежности тележки 18-100.
1.1 Назначение тележки
Тележки модели 18-100 — самой распространенной тележки, предназначенной для подкатки под все грузовые четырехосные вагоны кроме рефрижераторных. Тележка серийно выпускается с 1957 г.
|
|
|
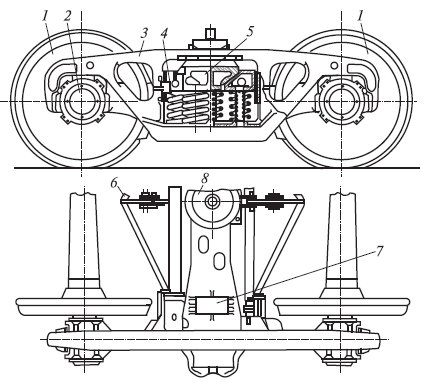
Рисунок 1 - Тележка модели 18-100
|
|
Тележка (рис. 1) состоит из двух колесных пар 1 с буксовыми узлами 2, двух комплектов рессорного подвешивания 4, рычажной передачи 6 и рамы, которая включает две боковые рамы 3 и надрессорную балку 5. Кузов в прямом участке пути опирается на подпятник надрессорной балки 8, а в кривом участке пути часть нагрузок передается через горизонтальный скользун 7.
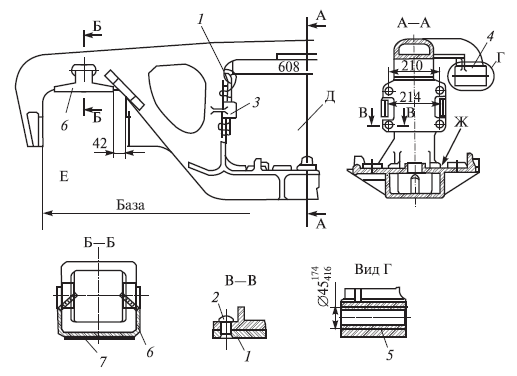
Боковая рама (рис. 2) предназначена для размещения рессорного комплекта, восприятия от него нагрузок и передачи их на колесные пары. Она отливается из низколегированной стали марки 20ГЛ и представляет собой монолитную стальную конструкцию, в средней части которой размещен проем Д для рессорного комплекта. Нижняя часть проема Ж выполнена в виде опорной плиты с размещенными на ней буртами и цилиндрическими выступами для фиксирования пружин рессорного комплекта. На вертикальных стенках рессорного проема выполнены площадки, к которым заклепками 2 и приклепаны фрикционные планки 1.
|
|
|
Рисунок 2- Боковая рама
|
|
Буртики 3 служат для ограничения поперечных перемещений фрикционных клиньев. На верхнем поясе боковых рам с внутренней стороны от литы кронштейны 4 с отверстиями для валиков подвески триангелей рычажной передачи. В кронштейны для предотвращения их износа установлены износостойкие втулки 5.
Буксовые проемы Е образованы буксовыми челюстями и опорными поверхностями. На опорные поверхности буксовых проемов установлены сменные износостойкие планки 7 из стали 30ХГСА с твердостью 255—341 НВ толщиной 4 мм, которые приварены к скобам 6. Сечения элементов боковой рамы корытообразные. Балки такого профиля хорошо работают на изгиб и кручение. Боковые рамы одной тележки должны иметь одинаковое расстояние между внутренними гранями крайних челюстей, которое называется базой боковой рамы. Разность баз боковых рам в одной тележке не должна превышать 2 мм. Подбор боковых рам важен для того, чтобы оси колесных пар располагались параллельно и испытывали со стороны пути....
|
|
1.2 Условия эксплуатации тележки
Основными неисправностями тележек являются износы трущихся деталей, трещины и изломы литых боковых рам и надрессорных балок, ослабление заклепок фрикционных планок, разрегулировка зазоров скользунов. На величину и интенсивность износов и повреждений решающее влияние оказывают правильный выбор материала деталей, соблюдение технологического процесса изготовления, ремонта и сборки тележек, своевременное выявление и устранение неисправностей.
Кроме деталей фрикционного гасителя, интенсивному износу из-за трения подвержены отверстия кронштейнов для валиков подвесок тормозных башмаков, отверстия кронштейна державки мертвой точки, наклонные поверхности и подпятники надрессорной балки, детали горизонтальных скользунов, а также направляющие и опорные поверхности буксовых проемов боковых рам. У подпятников наиболее быстро изнашиваются внутренние поверхности наружного бурта по оси, совпадающей с продольной осью вагона, и опорные поверхности. Их средняя интенсивность износа составляет соответственно 0,8 и 0,4 мм в год. При значительных износах создаются условия для относительного перемещения и соударения пятников и надрессорных балок и образования в них трещин.
Повышенные износы в шарнирах тормозной передачи приводят к увеличению на них динамических нагрузок и могут быть причинами трещин.....
|
|
1.3 Статистические данные по отказам тележек 18-100
Анализ данных отцепок вагонов в текущий неплановый ремонт показывает, что около 15 % вагонов поступают с отказами сборочных единиц тележек. Нагрузки, действующие на тележки, носят случайный характер и зависят от полезной нагрузки, скорости движения, состояния пути и ряда других факторов. Поэтому и отказы также носят случайный характер.
Основные отказы тележек:
Трещины в боковой раме трещины любого размера;
Трещины в надрессорной балке;
Трещины в деталях тормозной рычажной передач, подвеске триангеля, швеллере триангеля и др.;
Излом пружин рессорного комплекта, деталей скользунов; ....
|
|
2 Методы диагностирования
Детали тележек подвергаются неразрушающему контролю в соответствии с требованиями нормативно-технических документов, утверждённых в установленном порядке:
- РД 32. 149-2000 «Феррозондовый метод неразрушающего контроля деталей вагонов» с Изменением №1;
- РД 32. 150-2000 «Вихревой метод неразрушающего контроля деталей вагонов» с Изменением №1;
- РД 32. 159-2000 «Магнитопорошковый метод неразрушающего кон-троля деталей вагонов» с Изменением №1.
Перечень деталей тележек, подвергаемых неразрушающему контролю, с указанием зон и методов контроля, а также видов работ, при которых проводят контроль, приведён в РД 32.174-2001 «Неразрушающий контроль деталей вагонов. Общие положения» с Изменением №1.
На вагонно-ремонтных предприятиях при продлении срока службы литых деталей тележек грузовых вагонов неразрушающий контроль боковых рам и надрессорных балок проводят двумя методами неразрушающего кон-троля: первый метод – или феррозондовый, или вихретоковый, или магнито-порошковый; второй метод - акустико-эмиссионный.
Акустико-эмиссионный контроль выполняют на автоматизированных установках, изготовленных ПКБ ЦВ (г.Москва) и Сибирским университетом путей сообщения СГУПС(г.Новосибирск), по методикам:.....
|
|
3 Расчет вероятности отказа тележки методом Байеса
Постановка задачи при вероятностных методах распознавания определяется системой, которая находится в одном из i-ых состояний Di.
Известна совокупность признаков, каждый из которых с определенной вероятностью характеризует состояние системы. Строится алгоритм с помощью, которого диагностируемая система по совокупности признаков была бы отнесена к одному из возможных состояний (диагнозов).
Распознавание технического состояния воздухораспределителя по полученным статистическим данным и определение одного из возможных состояний, применяется метод, основанный на обобщенной формуле Бaйeca.
Метод основан на простой формуле Байеса. Если имеется диагноз Di и простой признак kj, встречающийся при этом диагнозе, то вероятность совместного появления событий (наличие у объекта состояния Di и признака kj):....
|
|
Стоимость курсовой работы на заказ - 2500 руб.
|