
Разработка технологических процессов.СПТЖТ
|
Перечень готовых курсовых работ
Автосцепка СА-3
Автосцепка Шарфенберга
Выключатель БВП-5
Буксовый узел электропоезда
Буксовый узел. ВЛ-10
Воздухораспределитель №292
Генератор управления НБ-110
Компрессор КТ-6
Корпус компрессора КТ-6
Контактор ПК-14÷ПК-19
Кран №394
Кран №254
Кривошипно-шатунный механизм компрессора КТ-6
Токоприемник П-5
Рама тележки электровоза ВЛ10
Реверсор РК-022Т
Рессора электровоза ВЛ10
Шкворневой узел ВЛ-10
Якорь электродвигателя ТЛ-2К1
|
|
Содержание курсового проекта:
1.Введение
2.Назначение и конструкция
3.Условия работы на ТПС
4.Характерные неисправности и износы элементов конструкции
5.Контроль технического состояния в эксплуатации
6.Ведомость дефектации
7.Технологическая карта
8.Карта эскизов
9.Технологическая инструкция
10.Организация рабочего места
11.Технологическое оборудование и средства технической диагностики
12.Инструкция по технике безопасности
Литература
Приложение:
Карта эскизов
Технологическая карта
|
|
Фрагмент работы "Автосцепка Шарфенберга"
|
|
2.Назначение и конструкция
Автосцепка Шарфенберга – одна из самых распространенных в настоящее время. Первоначально создана в Германии Карлом Шарфенбергом в 1903 г. и используется во всей Европе и в современных поездах других стран. Для автоматического соединения пневматических магистралей и электрических цепей применяются контуры зацепления, обеспечивающие центрирование головок корпуса как в вертикальной, так и в горизонтальной плоскостях. А
томатические сцепки Scharfenberg (Шарфенберга) типа 10, применяемые в наше время, отличаются чрезвычайно высокой прочностью и большой зоной захвата как по горизонтали, так и по вертикали, что соответствует нормам МСЖД для моторвагонных поездов ширококолейной железной дороги. В 2002 г. этот тип был принят в качестве....
|
|
|
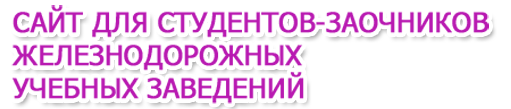
Рисунок 1 - Устройство автоматической сцепки:
1 — опорный кронштейн; 2 — фрикционный амортизатор; 3 — кожух электрического контакта сцепки; 4 — кожух головки сцепки; 5 — направляющий захват; 6 — трубопроводы сжатого воздуха; 7 — центрирующее устройство с опорой; 8 — корпус головки сцепки; 9 — кран перекрытия подачи воздуха к расцепному цилиндру; 10 — рукоятка ручного расцепа; 11 — муфтовое соединение; 12 — тяга; 13 — пыльник; 14 — электрические соединения; 15 — электрический......
|
|
Основным элементом конструкции автоматической сцепки является соединительная тяга с фрикционным амортизатором. Они служит в качестве соединительного звена между головкой сцепки и опорным кронштейном, установленным в кузове вагона (рис. 1), и входит в систему пассивной безопасности.
Хвостовик соединительной тяги установлен на валу опорного кронштейна. Удержание соединительной тяги в среднем положении и предотвращение ее раскачивания и нежелательных поворотов во время движения электропоезда осуществляет центрирующее устройство с опорой.
Передний конец соединительной штанги имеет тарельчатую муфту, которая крепится к головке сцепки посредством разборного резьбового соединения.
Соединительная штанга оснащена пружинным амортизационным аппаратом, который поглощает энергию усилий растяжения и сжатия в пределах допустимых значений (1500 кН). Внутреннее противоударное устройство соединительной тяги является невосстанавливаемым элементом поглощения энергии. Если в системе поглощения энергии возникают усилия выше допустимых значений, элементы соединительной штанги вдвигаются друг в друга, увеличивая сопротивление этим усилиям (и передавая усилие гашения энергии к противоположной......
|
|
3.Условия работы на ЭПС
Детали автосцепки работают в сложных условиях, испытывая ударные нагрузки. Поэтому в эксплуатации детали автосцепки быстро изнашиваются или ломаются, что приводит к саморасцепу автосцепок.
Детали автосцепки в процессе работы подвергаются сложному силовому воздействию, в результате чего в элементах возникают всевозможные деформации: растяжения, сжатия, изгиба и кручения.
Анализ технического состояния автосцепки показывает, что все износы и повреждения можно разделить на две группы: естественные, постепенные износы, появляющиеся при нормальном взаимодействии деталей; внезапные, аварийные повреждения, возникающие в результате действия дополнительных внешних.....
|
|
6.Ведомость дефектации
Ведомость дефектации относится к документам специального назначения, применяемым при описании технологического процесса и операций в зависимости от типа и вида производства и применяемых технологических процессов.
Ведомость дефектации может составляться как на отдельную деталь, гак и на сборочную единицу в целом.
Таблица 2 – Ведомость дефектации
|
|
9.Технологическая инструкция
Производится установка автоматической сцепки в ремонтное положение. Производится демонтаж автоматической сцепки с вагона и повторный монтаж после планово-предупредительного осмотра. Производится демонтаж, разборка, очистка, восстановление лакокрасочного покрытия и ремонт деталей головки сцепки. Смазываются детали головки сцепки.
Производится демонтаж, разборка и ремонт пневматической сцепки тормозной магистрали. Производится очистка изнашиваемых деталей спиртом и проверка на износ. Производится ремонт покрытия.
Производится обработка опорных поверхностей под головки болтов и гаек, а также резьбы болтов и винтов монтажной пастой RIVOLTA GWF.
Производится сборка пневматической сцепки тормозной магистрали. Демонтаж, разборка и ремонт пневматической сцепки для напорной и расцепителной магистралей.
Производится демонтаж пневматической сцепки.
Производится демонтаж расцепительной магистрали.
Производится подготовка к ремонту пневматической сцепки питательной магистрали и расцепительной магистрали - очищаются изнашиваемые детали и проверяются на износ, очищается внутренняя резьба разъема для подключения сжатого воздуха при помощи LOCTITE 7063, устанавливается заглушка для защиты внутренней резьбы от загрязнения и прикосновений, ремонтируется лакокрасочное покрытие (приложение С), обрабатываются опорные поверхности под головки болтов и гайки, а также резьбы болтов и винтов монтажной пастой.......
|
|
Курсовая работа на заказ - 2000 руб. Готовые работы - 1200 руб.
|